The application of new Computer Aided Manufacturing (CAM), digital fabrication and additive manufacturing techniques in the construction industries is expected to bring major change to these industries. Driven by a foreseen reduction of construction time and labor cost, simplification of logistics and an increase of constructible geometrical freedom, many experiments are performed both at academia and in practice.
Beyond these economical and architectural objectives, digital fabrication in construction can be used to reduce the environmental footprint of the industry. The increased level of control offered by digital fabrication enables the use of advanced computational optimisation techniques. With these optimisation techniques buildings can be designed which, for instance, combine an optimal thermal performance with a minimum use of materials, while still complying with all codes and standards.
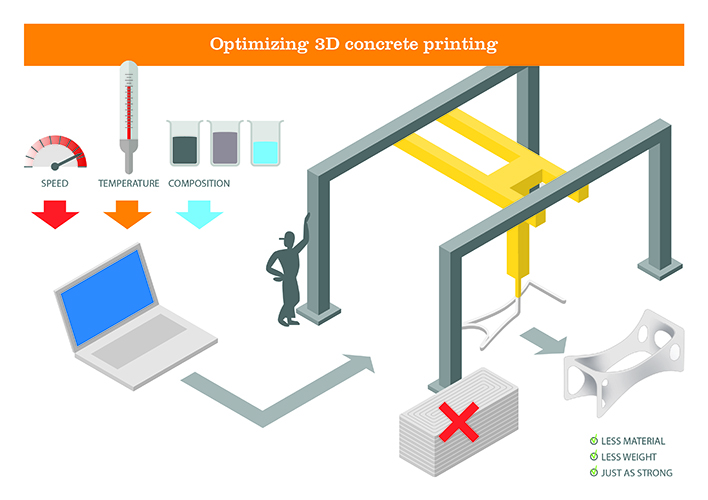
In order to fully utilise this potential of digital fabrication, the capabilities and limitations of the manufacturing process need to be taken into account during optimisation. By combining the concrete 3D printing knowledge of Eindhoven University of Technology, the optimisation expertise of the BEMNext lab at Delft University of Technology and software development by White Lioness technologies, the ‘Optimising 3D concrete printing’ Lighthouse project has made the first steps towards more knowledge on integrated optimisation and manufacturing.

The first steps towards an environment in which geometries can be optimised whilst taking the properties and limitations of a 3D concrete printer and the resulting material properties into account.
Context
Additive Manufacturing (AM) techniques are employed to overcome limitations of traditional manufacturing in terms of precision and/or constructability and allow for application of digital fabrication on a multitude of scales and materials. The difference between an object on a designer’s screen and the physical, manufactured artifact can be orders of magnitude smaller with an additive manufacturing powered process in comparison to a conventional manufacturing process.
It is this narrowing of the gap between computational design and physical artifact which enables better use of advanced optimisation techniques in design. For years optimisation algorithms have been used to acquire the best performing designs, with respect to different metrics, whilst still complying with standards and regulations. A common example is a minimisation of material used, for which topology optimisation algorithms are well suited.
One of the main limitations on the widespread adoption of optimisation in the construction industries lies in the conditions on the construction site. As optimised designs often approach the boundaries of what is possible or allowed, they are more vulnerable to construction errors. Additionally, the scale on which the geometry can be optimised is limited by the often manual process employed on the construction site.
By use of additive manufacturing in construction some of the main limitations on use of design optimisation can be removed, enabling the design and construction of further optimised, more environmentally friendly buildings and infrastructure.
Project
The 4TU.Bouw Lighthouse project on “Optimising 3D concrete printing” aims to make the first steps towards an environment in which geometries can be optimised whilst taking the properties and limitations of a 3D concrete printer and the resulting material properties into account. These additive manufacturing specific features are key to ensuring the optimised geometry can indeed be printed and that the resulting artifact behaves as expected. Once again, as optimised geometries are often on the limit of the materials potential, the correctly modelled behaviour is even more important in optimisation than in conventional design techniques.
Printer properties
Whilst additive manufacturing has an increased geometrical freedom in comparison with many conventional construction techniques, there still are boundaries to what can and cannot be printed. In the “Optimising 3D concrete printing” project the following aspects are identified and considered:
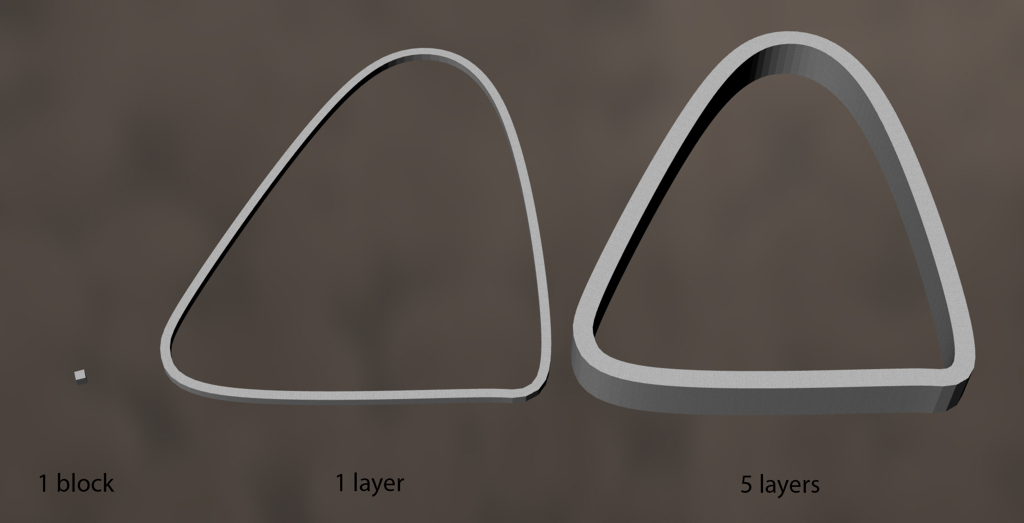
• Vertical cantilevering angle between layers;
Without the use of a support material the layers can only cantilever a few degrees, both in the printing direction, as well as perpendicular to that direction.
• Printing direction;
In this project the printing direction is kept constant. Layers are printed next to each other and on top of each other.
• Nozzle width and layer height;
The nozzle width and the layer height can be chosen at the start of the optimisation.
As the actual values of these parameters are printer- and/or material specific, they are kept as free variables in the optimisation environment where possible.
Material properties
The printing process has influence on the material properties of the resulting concrete artefact. From the concrete mix, which has to be compliant with the printer, to the depositing method, speed and direction a lot of printer specific parameters influence the material properties. In the “Optimising 3D concrete printing” project the following aspects are explored and tested:
• (An)Orthotropic behaviour
The tests performed on the bulk material indicate that the mixture behaves in an orthotropic manner. This constant behaviour is incorporated in the optimisation.
• Non-linear behaviour of the mixture;
Concrete-like materials do not behave elastic under loading. The cracked properties of the concrete are used in the optimisation.
Optimisation
Based on the material- and printer properties found, a custom topology algorithm has been developed. The topology optimisation algorithm strives to save material by iteratively filter the densities of the elements to obtain a structure that is as stiff as possible for a predefined fraction of the initial volume. By checking, during the iterations, that the geometry is printable and taking into account the material properties of the printed concrete during analysis, a structurally optimised, printable geometry is generated.




Results
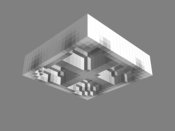
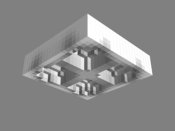
The “Optimising 3D concrete printing” project has advanced the insight in the properties of both concrete 3D printers and the resulting 3D printed artifacts. Additionally, it has resulted in the first optimisation environment in which these capabilities and limitations are taken into account, enabling the use of additive manufacturing for the realisation of structurally sound, optimised concrete structures. As a proof of concept a topological optimised, concrete, printable floor slab is generated using the optimisation environment, and consequently 3D printed.
Team:
Delft University of Technology, BEMNext lab
dr. ir. Jeroen Coenders, Maarten Mathot, Pascal Martens
Eindhoven University of Technology
dr. ir. Freek Bos, Rob Wolfs MSc.
White Lioness technologies
ir. Anke Rolvink, Puck Middelkoop MSc., dr. ir. Jeroen Coenders, Maarten Mathot